ProWrite automatically assigns a WPS number when the form is entered. You can change this number to any alphanumeric value with a maximum length of 16 characters, or you can leave the automatically generated number. This article explains how ProWrite determines that number.
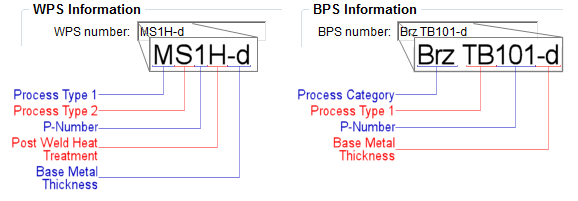
The automatic WPS numbers reference multiple aspects of the WPS. In the examples above, the numbers have been broken down into their separate parts.
Process Category
If the WPS is for a standard weld, nothing will appear in this section, so the WPS number will begin with the "Process Type" section. The following codes will appear for other welds:
- Fw - Fillet Weld
- Ov - Overlay
- Hf - Hard facing
- Stud - Stud Weld
- Brz - Braze
Process Type
Up to three symbols will appear for Process Type - one for each process. They will appear in order of process.
• T - GTAW | • S - SAW | • TB - Torch Brazing | |
• M - SMAW | • P - PAW | • FB - Furnace Brazing | |
• G - GMAW | • O - Oxy-fuel | • IB - Induction Brazing | |
• F - FCAW | • EG - EGW | • RB - Resistance Brazing | |
|
| • DB - Dip Brazing |
P-Number
If the P-Numbers are different, there will be two numbers separated by a dash (-), otherwise there will be a single number.
Impact Testing
If impact testing was performed, g will appear in this section. It will be followed by a Group Number or two Group Numbers separated by a dash (-) if the Group Numbers are different.
Post Weld Heat Treatment
If PWHT was performed, H will appear in this section.
Base Metal Thickness
One of the following characters will follow a dash (-) at the end of the WPS number. This indicates the base metal thickness.
- a - Less than 5/8 inch
- b - 5/8 to 1-1/2 inches (inclusive)
- c - Greater than 1-1/2 and less than 2-1/2 inches
- d - 2-1/2 inches and over
Related articles